Le soudage au fil fourré est une technique de soudage semi-automatique qui combine la simplicité du MIG/MAG avec la polyvalence de l'électrode enrobée. Contrairement au fil plein utilisé en soudage MIG, le fil fourré contient un flux interne qui génère une protection gazeuse et facilite la fusion du métal de base. Cette particularité rend le procédé de soudage au fil fourré particulièrement adapté aux travaux en extérieur, aux positions difficiles, et aux soudeurs débutants cherchant une technique accessible.
Dans ce guide complet, tu découvriras tout ce qu'il faut savoir sur la soudure fil fourré : principe de fonctionnement, types de fils fourrés (avec gaz ou sans gaz), avantages et inconvénients, matériel nécessaire, réglages précis par épaisseur d'acier, technique de soudage en différentes positions, matériaux compatibles, et solutions aux défauts de soudure courants. Que tu sois soudeur débutant ou confirmé, ce guide terrain te donnera les clés pour maîtriser le soudage fil fourré et produire des soudures propres et solides.

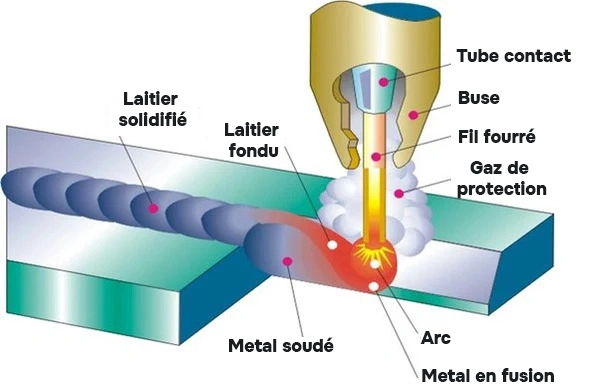
Qu'est-ce que le fil fourré ? Principe de fonctionnement
 Source de l'image: discussion sur Quora.
Source de l'image: discussion sur Quora.
Le fil fourré (en anglais Flux-Cored Arc Welding, FCAW) est un fil de soudage tubulaire métallique contenant un flux interne sous forme de poudre. Ce flux joue plusieurs rôles essentiels lors du soudage : il génère une protection gazeuse qui protège le bain de fusion de l'oxydation, il stabilise l'arc électrique, il facilite le mouillage du métal fondu, et il forme un laitier qui recouvre la soudure pendant le refroidissement.
Le procédé de soudage au fil fourré fonctionne par fusion à l'arc : un arc électrique se crée entre le fil fourré (électrode consommable) et la pièce à souder, générant une chaleur intense (plus de 6000°C) qui fait fondre le fil et le métal de base. Le flux contenu dans le fil se décompose sous l'effet de la chaleur, créant un gaz de protection qui isole le bain de fusion de l'air ambiant. Après solidification, un laitier se forme à la surface de la soudure et doit être retiré par piquage et brossage.
Il existe deux grandes catégories de fils fourrés : le fil fourré avec gaz (également appelé fil fourré sous protection gazeuse) nécessite une bouteille de gaz externe (CO2 pur ou mélange argon/CO2) pour compléter la protection du flux interne, tandis que le fil fourré sans gaz (autoprotégé ou self-shielded) génère lui-même toute la protection nécessaire grâce à son flux interne, ce qui permet de souder en extérieur sans bouteille de gaz.
La composition du flux varie selon le type de fil fourré : les fils fourrés rutiles contiennent du dioxyde de titane et produisent une soudure facile à réaliser avec peu de projections et un laitier qui se détache facilement, les fils fourrés basiques contiennent des carbonates et fluorures qui donnent des soudures de haute qualité avec de bonnes propriétés mécaniques, et les fils fourrés métal cored contiennent principalement de la poudre métallique avec très peu de flux, offrant un taux de dépôt élevé et peu de laitier.
Avantages et inconvénients du soudage au fil fourré
Le soudage au fil fourré présente de nombreux avantages qui en font une technique privilégiée dans certains contextes industriels et pour les soudeurs en reconversion ou débutants.
Les 10 principaux avantages du soudage au fil fourré
Taux de dépôt élevé : le fil fourré dépose plus de métal par unité de temps que le MIG/MAG avec fil plein ou l'électrode enrobée, permettant de souder plus vite et d'augmenter la productivité.
Soudage en extérieur possible : le fil fourré sans gaz (autoprotégé) est insensible au vent, contrairement au MIG/MAG avec fil plein qui nécessite un environnement protégé. Idéal pour les chantiers de construction, la maintenance en extérieur, et les travaux en hauteur.
Toutes positions réalisables : le fil fourré permet de souder en position plat, montante, descendante, et plafond avec de bons résultats, grâce au flux qui stabilise le bain de fusion.
Facilité d'apprentissage : le soudage fil fourré est plus facile à maîtriser que le soudage TIG ou l'électrode enrobée. Un débutant peut produire des soudures acceptables après quelques heures de pratique.
Pénétration profonde : le fil fourré offre une meilleure pénétration que le MIG/MAG avec fil plein, ce qui est utile pour souder des épaisseurs importantes ou des aciers sales ou galvanisés.
Moins de préparation de surface : le fil fourré tolère mieux les surfaces légèrement oxydées, peintes, ou galvanisées que le MIG/MAG avec fil plein. Gain de temps sur la préparation.
Polyvalence : le fil fourré peut souder de l'acier doux, de l'acier galvanisé, de l'acier inoxydable, et certains alliages. Large gamme d'applications.
Portabilité : les postes à souder fil fourré sans gaz sont compacts et ne nécessitent pas de bouteille de gaz, facilitant le transport sur chantier.
Coût modéré : le matériel et les consommables (fil fourré, accessoires) ont un coût raisonnable, inférieur au soudage TIG en termes d'investissement initial.
Productivité élevée : combinaison du taux de dépôt, de la vitesse de soudage, et de la réduction des temps de préparation et de nettoyage.
Les principaux inconvénients du soudage au fil fourré
Présence de laitier : le laitier formé à la surface de la soudure doit être retiré par piquage et brossage, ce qui ajoute une étape de finition et ralentit la cadence en soudage multipasses.
Risque de porosité : une mauvaise technique (angle de torche incorrect, vitesse d'avance inadaptée, paramètres de réglage mal ajustés) peut générer de la porosité dans la soudure, affaiblissant la liaison.
Projections de soudure : le fil fourré génère plus de projections que le MIG/MAG avec fil plein, salissant les pièces et nécessitant plus de nettoyage après soudage.
Fumées de soudage : le flux contenu dans le fil produit des fumées importantes lors de la fusion. Une bonne ventilation ou aspiration est indispensable, surtout en milieu confiné.
Laitier devant le bain : en fil fourré sans gaz, si la torche est poussée au lieu d'être tirée, le laitier peut se retrouver devant le bain de fusion et créer des inclusions de laitier dans la soudure.
Coût du fil fourré : le fil fourré est plus cher à l'achat que le fil plein MIG/MAG. Sur de gros volumes, le coût des consommables peut être significatif.
Tableau comparatif fil fourré vs autres procédés
| Critère | Fil fourré sans gaz | Fil fourré avec gaz | MIG/MAG fil plein | Électrode enrobée | TIG |
|---|---|---|---|---|---|
| Facilité d'apprentissage | Facile | Facile | Facile | Moyenne | Difficile |
| Soudage extérieur | Excellent | Moyen | Mauvais | Excellent | Mauvais |
| Taux de dépôt | Élevé | Élevé | Moyen | Faible | Faible |
| Finition | Laitier à retirer | Laitier à retirer | Propre | Laitier à retirer | Propre |
| Positions | Toutes | Toutes | Toutes | Toutes | Toutes |
| Coût consommables | Moyen | Moyen | Faible | Faible | Élevé |
| Portabilité | Excellente | Moyenne | Moyenne | Excellente | Faible |
Quand utiliser le soudage fil fourré ?
Le fil fourré est le procédé idéal pour : les travaux en extérieur (chantiers de construction métallique, maintenance sur site, réparations en hauteur), le soudage sur acier galvanisé ou légèrement oxydé, les positions difficiles (montante, plafond) où le flux aide à stabiliser le bain, les épaisseurs moyennes à fortes (3mm et plus), les soudeurs débutants qui veulent une technique accessible, et les situations où le MIG/MAG avec fil plein n'est pas adapté (vent, déplacements fréquents).
En revanche, préférez le MIG/MAG avec fil plein pour : le soudage de tôles fines (moins de 2mm), les soudures esthétiques sans laitier à retirer, les cadences élevées en production série, et les environnements où les fumées de soudage sont un problème. Préférez le TIG pour : le soudage de précision, l'inox et l'aluminium, et les soudures visibles où la finition est critique.
Matériel nécessaire pour souder au fil fourré
Pour souder au fil fourré, vous aurez besoin d'un poste à souder semi-automatique compatible fil fourré, d'une bobine de fil fourré adaptée au matériau et à l'épaisseur à souder, éventuellement d'une bouteille de gaz de protection si vous utilisez du fil fourré avec gaz, et d'équipements de protection individuelle.
Poste à souder fil fourré
Un poste à souder fil fourré est un poste semi-automatique qui déroule le fil à vitesse constante et génère un arc électrique. Les caractéristiques à vérifier : puissance minimale 120-130A pour souder de l'acier jusqu'à 6mm, réglage de l'intensité (ampérage) et de la vitesse de fil, compatibilité avec du fil fourré de 0,8mm à 1,2mm (diamètre courant), et inverseur de polarité pour passer de fil fourré sans gaz (polarité négative) à fil fourré avec gaz ou fil plein (polarité positive).
Les postes fil fourré compacts sans gaz pèsent généralement 10 à 15 kg et fonctionnent sur prise domestique 230V, ce qui les rend très portables. Les postes MIG/MAG peuvent aussi souder au fil fourré, il suffit de changer de bobine et d'inverser la polarité si nécessaire.
Bobine de fil fourré
Le choix du fil fourré dépend de plusieurs critères : fil fourré sans gaz (autoprotégé) pour le soudage en extérieur, sur chantier, ou si vous n'avez pas de bouteille de gaz, ou fil fourré avec gaz pour de meilleures propriétés mécaniques et moins de projections en atelier.
Le diamètre du fil fourré se choisit selon l'épaisseur à souder : fil de 0,8mm ou 0,9mm pour de l'acier de 1 à 3mm, fil de 1,0mm ou 1,2mm pour de l'acier de 3 à 6mm, et fil de 1,4mm ou 1,6mm pour de l'acier de 6mm et plus. Les bobines courantes pèsent 1 kg (fil de 0,9mm = environ 200 mètres) ou 5 kg.
Le type de flux : fil fourré rutile pour facilité d'utilisation et peu de projections (idéal débutants), fil fourré basique pour de meilleures propriétés mécaniques (secteurs exigeants), et fil fourré métal cored pour taux de dépôt maximal et peu de laitier.
Gaz de protection (si fil fourré avec gaz)
Le fil fourré avec gaz nécessite un gaz externe pour compléter la protection du flux. Les gaz couramment utilisés : CO2 pur (100%) pour un coût réduit et une bonne pénétration, mais plus de projections, ou mélange argon/CO2 (75/25 ou 80/20) pour moins de projections, meilleure finition, et arc plus stable.
La bouteille de gaz se connecte au poste via un détendeur-débitmètre. Réglage typique : 10 à 15 litres/minute pour du fil fourré de 1,0mm à 1,2mm.
Accessoires de soudage
La torche de soudage (aussi appelée pistolet) délivre le fil fourré et l'arc électrique. Vérifiez que la buse, le tube contact, et le diffuseur de gaz sont compatibles avec le diamètre de fil fourré utilisé. Le tube contact doit être changé régulièrement car il s'use avec le passage du fil.
Les galets d'entraînement du fil doivent être adaptés au fil fourré : galets crantés ou galets lisses selon le modèle de poste. Un mauvais galet peut écraser le fil fourré et boucher le flux.
Équipements de protection individuelle (EPI)
Masque de soudage auto-obscurcissant (teinte DIN 9 à 13 selon intensité), gants de soudeur en cuir résistant à la chaleur, veste de soudeur ou tablier en cuir pour protéger des projections, chaussures de sécurité montantes, et ventilation ou aspiration des fumées (le fil fourré produit beaucoup de fumées).
Réglages du poste à souder fil fourré par épaisseur
Les réglages corrects du poste à souder sont essentiels pour obtenir une soudure propre, sans défauts, et avec une bonne pénétration. Les trois paramètres principaux à ajuster sont l'intensité (ampérage), la vitesse de fil (ou débit de fil), et la tension.
Principe de base des réglages
L'intensité (ampérage) contrôle la chaleur de l'arc et la pénétration dans le métal de base. Plus l'intensité est élevée, plus l'arc est puissant et la pénétration profonde. Une intensité trop faible donne un manque de fusion, une intensité trop élevée perce la pièce ou crée des déformations.
La vitesse de fil (en mètres par minute, m/min) contrôle la quantité de métal d'apport déposé. Une vitesse de fil trop faible crée un arc instable et des trous, une vitesse trop élevée crée des amas de métal froid et un manque de pénétration.
La tension (en volts, V) contrôle la longueur de l'arc et la forme du cordon. Une tension faible donne un arc court et un cordon bombé, une tension élevée donne un arc long et un cordon plat avec plus de projections.
Tableau de réglages fil fourré par épaisseur d'acier
| Épaisseur acier | Diamètre fil fourré | Intensité (A) | Vitesse de fil (m/min) | Tension (V) | Gaz (si avec gaz) |
|---|---|---|---|---|---|
| 1-2 mm | 0,8 mm | 60-90 A | 2-4 m/min | 16-18 V | 10-12 L/min |
| 2-3 mm | 0,9 mm | 80-110 A | 3-5 m/min | 18-20 V | 10-12 L/min |
| 3-4 mm | 1,0 mm | 100-130 A | 4-6 m/min | 19-21 V | 12-14 L/min |
| 4-6 mm | 1,2 mm | 120-150 A | 5-7 m/min | 20-22 V | 12-15 L/min |
| 6-8 mm | 1,2 mm | 140-170 A | 6-8 m/min | 21-23 V | 14-16 L/min |
| 8-10 mm | 1,4-1,6 mm | 160-200 A | 7-10 m/min | 22-25 V | 15-18 L/min |
Ces valeurs sont indicatives pour du fil fourré rutile sans gaz ou avec gaz sur acier doux en position plat. Ajustez selon le résultat obtenu.
Réglages spécifiques fil fourré sans gaz
Le fil fourré sans gaz (autoprotégé) nécessite généralement une polarité négative (électrode au moins, pièce au plus) sur la plupart des postes, contrairement au MIG/MAG avec fil plein qui fonctionne en polarité positive. Vérifiez la notice du fil fourré pour confirmer la polarité.
L'intensité peut être légèrement supérieure au fil fourré avec gaz pour compenser l'absence de gaz externe. Les projections sont souvent plus importantes avec du fil fourré sans gaz, prévoyez un nettoyage après soudage.
Comment ajuster les réglages en pratique
Commencez par les réglages du tableau pour l'épaisseur de votre pièce. Faites un cordon d'essai sur une chute de métal. Observez le résultat : si le cordon est trop bombé et l'arc crépite, augmentez la tension de 1-2V, si le cordon est trop plat avec beaucoup de projections, réduisez la tension de 1-2V, si la pénétration est insuffisante (soudure en surface), augmentez l'intensité de 10-15A, si la pièce perce ou se déforme, réduisez l'intensité de 10-15A, si l'arc est instable avec des trous, augmentez légèrement la vitesse de fil, et si le fil colle ou fait des amas froids, réduisez la vitesse de fil.
Notez les réglages qui fonctionnent pour chaque épaisseur et type de fil fourré. Avec l'expérience, vous ajusterez rapidement les paramètres.
Technique de soudage au fil fourré : angles, positions, mouvements
La technique de soudage au fil fourré diffère légèrement du MIG/MAG avec fil plein, notamment sur l'angle de torche et le nettoyage du laitier.
Préparation des pièces à souder
Nettoyez les surfaces à souder avec une brosse métallique pour retirer la rouille superficielle, la peinture, et les saletés. Le fil fourré tolère mieux les surfaces imparfaites que le MIG/MAG, mais une préparation minimale améliore la qualité.
Pour les épaisseurs supérieures à 6mm, préparez un chanfrein (angle de 30 à 45°) pour augmenter la surface de fusion et la pénétration. Laissez un jeu de 1 à 2mm entre les pièces pour permettre la pénétration du fil.
Positionnez et pointez les pièces avec de petits points de soudure tous les 5 à 10 cm pour maintenir l'écartement et éviter les déformations pendant le soudage.
Angle de torche : pousser ou tirer ?
Pour le fil fourré sans gaz, il faut TOUJOURS tirer la torche (angle de 10 à 15° en arrière par rapport à la direction d'avance). Cette technique est essentielle car elle permet au laitier de rester derrière le bain de fusion. Si vous poussez la torche, le laitier se retrouve devant le bain et risque de créer des inclusions de laitier dans la soudure, affaiblissant la liaison.
Pour le fil fourré avec gaz, vous pouvez pousser ou tirer selon vos préférences. Cependant, tirer donne généralement une meilleure protection gazeuse et moins de projections. L'angle de torche recommandé est de 10 à 15° en arrière.
L'angle latéral de la torche dépend du type d'assemblage : pour une soudure d'angle (en T ou en cornière), tenez la torche à 45° entre les deux pièces, et pour une soudure bout à bout, tenez la torche perpendiculaire à la pièce (90°).
Distance buse-pièce
Maintenez une distance constante entre la buse de la torche et la pièce à souder, généralement 10 à 15 mm. Une distance trop courte risque de coller le fil, une distance trop longue affaiblit la protection gazeuse (si fil fourré avec gaz) et réduit la pénétration.
Vitesse d'avance
Avancez la torche à une vitesse régulière, ni trop vite ni trop lent. Une vitesse d'avance trop rapide crée un cordon étroit avec manque de pénétration et porosité, une vitesse trop lente crée un cordon trop large avec risque de percement et déformations.
Pour un fil de 1,0mm à 120A, une vitesse d'avance typique est de 20 à 30 cm par minute en position plat sur acier de 4mm. Ajustez selon le résultat visuel : le bain de fusion doit être stable, légèrement bombé, avec un bruit d'arc régulier.
Mouvements de torche
En position plat (soudure horizontale sur pièce horizontale), avancez la torche en ligne droite sans mouvement latéral pour les cordons étroits (jusqu'à 8-10mm de large). Pour les cordons plus larges, faites de légers mouvements en zigzag ou en demi-lunes pour remplir la largeur.
En position montante (soudure verticale de bas en haut), inclinez légèrement la torche vers le haut (angle 5-10°) et avancez lentement en faisant de petits mouvements triangulaires ou en zigzag pour maintenir le bain de fusion sans qu'il coule.
En position descendante (soudure verticale de haut en bas), inclinez la torche légèrement vers le bas et avancez rapidement pour éviter que le bain ne coule. Cette position donne moins de pénétration, elle est utilisée pour les tôles fines ou les passes de remplissage.
En position plafond (soudure au-dessus de la tête), réduisez l'intensité de 10-15A par rapport à la position plat pour limiter la taille du bain de fusion qui risque de tomber sous l'effet de la gravité. Avancez rapidement avec de petits mouvements circulaires.
Nettoyage du laitier
Après chaque passe de soudure au fil fourré, laissez refroidir quelques secondes puis retirez le laitier par piquage avec un marteau à piquer (petit marteau pointu). Le laitier se détache généralement facilement en tapant le long de la soudure.
Brossez ensuite la soudure avec une brosse métallique pour retirer les résidus de laitier et les projections. Cette étape est essentielle avant de faire une passe suivante en soudage multipasse, sinon le laitier restant créera des inclusions dans la nouvelle passe.
Pour vérifier la qualité de votre soudure, inspectez visuellement après nettoyage : la soudure doit être régulière, sans porosité visible (trous), sans fissures, avec une bonne pénétration (pas de manque de fusion sur les bords), et sans inclusions de laitier. Une soudure propre a un aspect légèrement bombé et un raccordement progressif avec le métal de base.
Matériaux compatibles avec le soudage fil fourré
Le fil fourré est principalement utilisé pour souder de l'acier, mais il peut aussi s'appliquer à d'autres matériaux selon le type de fil choisi.
Acier doux et acier de construction
Le fil fourré est idéal pour l'acier doux (acier au carbone) et l'acier de construction (nuances S235, S275, S355). Il permet de souder des épaisseurs de 1mm à plusieurs centimètres, avec une bonne pénétration et un taux de dépôt élevé.
Le fil fourré rutile sans gaz est le choix standard pour l'acier de construction sur chantier. Pour des soudures structurelles exigeantes (ponts, charpentes métalliques), préférez du fil fourré basique avec gaz pour de meilleures propriétés mécaniques.
Acier galvanisé
Le fil fourré fonctionne bien sur acier galvanisé (acier recouvert de zinc). Le flux du fil fourré aide à éliminer le zinc en surface et à souder malgré la couche de galvanisation. Cependant, veillez à bien ventiler car les fumées de zinc sont toxiques.
Pour de meilleurs résultats, mesurez la surface galvanisée avec une brosse métallique ou une meule avant soudage. Utilisez du fil fourré rutile sans gaz ou du fil fourré spécial acier galvanisé.
Acier inoxydable
Le fil fourré peut souder de l'acier inoxydable (inox 304, 316) avec un fil fourré spécifique pour inox. Le fil fourré inox est généralement du type avec gaz (mélange argon/CO2 ou argon pur).
L'avantage du fil fourré pour l'inox est un taux de dépôt supérieur au TIG, ce qui accélère le soudage sur de grandes longueurs. En revanche, la finition est moins esthétique (présence de laitier) et le TIG reste préféré pour les soudures visibles ou en tuyauterie alimentaire.
Aluminium
Le soudage de l'aluminium au fil fourré est possible mais rare. Il existe des fils fourrés spéciaux pour aluminium, mais le procédé MIG avec fil plein aluminium et gaz argon pur est beaucoup plus courant et donne de meilleurs résultats. Le TIG reste la référence pour l'aluminium en termes de qualité et de finition.
Épaisseurs soudables
En soudure simple passe, le fil fourré peut souder de l'acier de 1mm (avec fil de 0,8mm et basse intensité) à 6-8mm (avec fil de 1,2-1,4mm et haute intensité). Pour les épaisseurs supérieures à 6mm, il est recommandé de faire plusieurs passes (soudage multipasse) : passe de pénétration, passes de remplissage, passe de finition.
Le soudage multipasse nécessite de bien nettoyer le laitier entre chaque passe et de suivre une séquence de soudage pour limiter les déformations (soudure en alternance, refroidissement entre passes).
Erreurs courantes et défauts de soudure au fil fourré
Le soudage fil fourré peut produire des défauts si la technique ou les réglages ne sont pas corrects. Voici les défauts les plus fréquents, leurs causes, et les solutions pour les éviter.
Porosité (trous dans la soudure)
Causes : surface sale ou oxydée, mauvaise protection gazeuse (fil fourré avec gaz : débit de gaz trop faible, fuite, vent), humidité dans le flux du fil fourré (bobine stockée dans un endroit humide), angle de torche incorrect (poussage au lieu de tirage en fil fourré sans gaz), vitesse d'avance trop rapide.
Solutions : nettoyez bien les surfaces avant soudage, vérifiez le débit de gaz (12-15 L/min), stockez les bobines au sec, tirez la torche (angle 10-15° en arrière), réduisez la vitesse d'avance.
Manque de fusion (soudure en surface, pas de pénétration)
Causes : intensité trop faible, vitesse d'avance trop rapide, jeu entre les pièces trop large, mauvaise préparation des bords (pas de chanfrein sur épaisseurs importantes).
Solutions : augmentez l'intensité de 10-15A, réduisez la vitesse d'avance, ajustez le jeu entre les pièces (1-2mm), préparez un chanfrein pour les épaisseurs supérieures à 6mm.
Inclusions de laitier (laitier emprisonné dans la soudure)
Causes : laitier mal retiré entre les passes en soudage multipasse, torche poussée au lieu d'être tirée en fil fourré sans gaz (le laitier se retrouve devant le bain), angle de torche trop incliné.
Solutions : nettoyez parfaitement le laitier entre chaque passe (piquage + brossage), tirez toujours la torche en fil fourré sans gaz, maintenez un angle de 10-15° en arrière.
Projections excessives
Causes : tension trop élevée, distance buse-pièce trop grande, vitesse de fil trop élevée, fil fourré sans gaz (génère naturellement plus de projections que fil plein).
Solutions : réduisez la tension de 1-2V, rapprochez la torche de la pièce (10-15mm), réduisez légèrement la vitesse de fil, acceptez un niveau de projections normal pour le fil fourré (nettoyage après soudage).
Percement de la pièce
Causes : intensité trop élevée pour l'épaisseur, vitesse d'avance trop lente, jeu entre les pièces trop large.
Solutions : réduisez l'intensité de 10-15A, augmentez la vitesse d'avance, réduisez le jeu entre les pièces (maximum 2mm).
Tableau récapitulatif défauts → causes → solutions
| Défaut | Cause principale | Solution |
|---|---|---|
| Porosité | Surface sale, mauvaise protection gazeuse | Nettoyage, vérifier débit gaz, tirer torche |
| Manque de fusion | Intensité trop faible | Augmenter intensité, réduire vitesse d'avance |
| Inclusions de laitier | Laitier mal retiré, torche poussée | Nettoyer entre passes, tirer torche |
| Projections excessives | Tension trop élevée | Réduire tension, rapprocher torche |
| Percement | Intensité trop élevée | Réduire intensité, augmenter vitesse |
| Cordon irrégulier | Vitesse d'avance instable | Avancer à vitesse constante, stabiliser main |
| Arc instable | Mauvais contact tube-fil, fil écrasé | Vérifier tube contact, vérifier galets |
FAQ : Questions fréquentes sur la soudure fil fourré
Quelle est la différence entre fil fourré avec gaz et sans gaz ?
Le fil fourré avec gaz nécessite une bouteille de gaz de protection (CO2 ou mélange argon/CO2) pour protéger le bain de fusion. Le fil fourré sans gaz (autoprotégé) contient un flux interne qui génère lui-même le gaz de protection lors de la fusion, rendant la soudure possible en extérieur sans bouteille. Le fil fourré avec gaz donne généralement de meilleures propriétés mécaniques et moins de projections, mais il est moins portable. Le fil fourré sans gaz est idéal pour les chantiers, la maintenance mobile, et le soudage en extérieur avec du vent.
Quel diamètre de fil fourré choisir ?
Pour de l'acier de 1 à 3mm, utilisez un fil fourré de 0,8 à 0,9mm. Pour de l'acier de 3 à 6mm, utilisez un fil de 1,0 à 1,2mm. Pour de l'acier de 6mm et plus, utilisez un fil de 1,4 à 1,6mm. Le diamètre dépend de l'épaisseur du matériau à souder et de la puissance de votre poste. Un fil trop gros nécessite plus d'intensité et peut ne pas fondre correctement sur un petit poste. Un fil trop fin sur une grosse épaisseur donne un faible taux de dépôt et nécessite plusieurs passes.
Peut-on souder en extérieur au fil fourré ?
Oui, le fil fourré est idéal pour le soudage en extérieur, surtout le fil fourré sans gaz (autoprotégé). Le flux interne protège le bain de fusion du vent, contrairement au MIG/MAG avec gaz qui est sensible aux courants d'air. C'est pour cette raison que le fil fourré sans gaz est largement utilisé sur les chantiers de construction métallique, les travaux en hauteur, et la maintenance en extérieur. Le fil fourré avec gaz peut aussi être utilisé en extérieur si le vent est modéré, mais la protection gazeuse reste moins stable qu'en atelier.
Comment régler l'intensité pour souder de l'acier de 5mm au fil fourré ?
Pour de l'acier de 5mm au fil fourré, réglez l'intensité entre 120 et 140A, la vitesse de fil entre 4 et 6 m/min, et la tension entre 20 et 22V. Utilisez un fil fourré de 1,2mm de diamètre. Ajustez selon le résultat : si la pénétration est insuffisante, augmentez l'intensité de 10A et réduisez légèrement la vitesse d'avance. Si la pièce perce ou se déforme, réduisez l'intensité de 10A et augmentez la vitesse d'avance. Faites toujours un cordon d'essai sur une chute pour valider vos réglages avant de souder la pièce finale.
Faut-il pousser ou tirer la torche en soudure fil fourré ?
Pour le fil fourré sans gaz, il faut TOUJOURS tirer la torche (angle de 10 à 15° en arrière par rapport à la direction d'avance) pour éviter que le laitier ne se retrouve devant le bain de fusion. Si vous poussez la torche, le laitier créera des inclusions dans la soudure et affaiblira la liaison. Pour le fil fourré avec gaz, vous pouvez pousser ou tirer selon vos préférences, mais tirer donne généralement une meilleure protection gazeuse et moins de projections. En résumé : tirez en fil fourré sans gaz (obligatoire), tirez ou poussez en fil fourré avec gaz (tirage recommandé).
Quels sont les meilleurs fils fourrés pour débutant ?
Pour débuter, choisissez un fil fourré sans gaz (autoprotégé) de 0,9mm de type rutile sur acier. Il est plus simple d'utilisation car il ne nécessite pas de réglage de gaz ni de bouteille, il fonctionne en extérieur sans problème, et il pardonne davantage les erreurs de réglage qu'un fil fourré avec gaz ou un fil plein MIG. Les marques recommandées pour débutants sont GYS, Telwin, et Lincoln Electric avec des fils fourrés rutiles qui produisent peu de projections et un laitier facile à retirer. Pratiquez sur des chutes d'acier de 3 à 5mm pour maîtriser l'angle de torche, la vitesse d'avance, et le nettoyage du laitier avant de passer à des soudures structurelles.
Le soudage au fil fourré est une technique polyvalente qui combine facilité d'utilisation, portabilité, et résultats solides. En maîtrisant les réglages par épaisseur, la technique de torche tirée, et le nettoyage du laitier, vous produirez des soudures fiables sur acier en toutes positions, y compris en extérieur. Que vous soyez soudeur débutant ou confirmé cherchant à élargir vos compétences, le fil fourré mérite une place dans votre arsenal de techniques de soudage.
Pour aller plus loin dans votre apprentissage du soudage, consultez notre guide complet sur comment devenir soudeur en 2026 qui détaille les parcours de formation, les certifications, et les étapes concrètes pour se lancer dans le métier. Si vous vous demandez combien gagne un soudeur et comment évolue la rémunération avec l'expérience et les spécialisations, notre article sur le salaire des soudeurs en 2026 vous donnera tous les chiffres réels par niveau, secteur, et région.